ЛСТК: выбор оборудования для успешного бизнеса
20.02.2015
Технология строительства с применением Легких Стальных Тонкостенных Конструкций (ЛСТК) в последнее время набирает все большую популярность как у заказчиков строительства, так и у потенциальных инвесторов, заинтересованных в развитии бизнеса, связанного с производством ЛСТК. Планируя создание полноценного производства ЛСТК, потенциальный собственник бизнеса должен понимать на какие нюансы стоит обр...
Технология строительства с применением Легких Стальных Тонкостенных Конструкций (ЛСТК) в последнее время набирает все большую популярность как у заказчиков строительства, так и у потенциальных инвесторов, заинтересованных в развитии бизнеса, связанного с производством ЛСТК. Планируя создание полноценного производства ЛСТК, потенциальный собственник бизнеса должен понимать на какие нюансы стоит обратить внимание, чтоб итоговый результат в полной мере отвечал запросам рынка и ожиданиям инвестора.

Одной из преград на пути создания успешного производства ЛСТК часто возникает проблема выбора соответствующего потребностям бизнеса производственного оборудования. В большинстве случаев это связано с недостаточной информированностью собственников бизнеса и их технических команд, работающих над созданием производства, о ключевых аспектах выбора оборудования для ЛСТК. К причинам, препятствующим правильному выбору оборудования, в том числе относятся раздельный выбор оборудования и программного обеспечения (ПО), а также недостаточный анализ ассортимента и возможностей оборудования для производства ЛСТК.
Гнуть или катать?
Профили ЛСТК относятся к холодноформованным и могут быть двух типов: холоднокатаные и холодногнутые.Холоднокатаные профили изготавливаются методом холодной прокатки на поточных профилепрокатных (профилегибочных) линиях, которые для серийного производства ЛСТК являются основным типом оборудования, позволяющим добиться высокой степени автоматизации и производительности. Профилепрокатные линии ограничены заложенными в них типами, размерами и толщинами профилей, инструментами для пробивки и т. д.
Холодногнутые профили изготавливаются методами гибки или штамповки на прессовом оборудовании (прессах и листогибах).
Преимуществом работы с прессовым оборудованием является его универсальность, позволяющая изготавливать самые разнообразные типы профилей и делать это в толщинах более тех, которыми ограничены поточные линии (5, 6 мм и более), что может быть востребовано, например, в большепролетных покрытиях. Массовое применение технологий гибки и штамповки ограничивается низкой производительностью, обусловленной ручной подачей материала в оборудование. Однако для типовых элементов, особенно с толщинами более 4 мм, есть ряд решений, позволяющих исключить ручную работу – это роботизированные системы и прессовое оборудование в составе поточных линий.
 Роботизированный гибочный пост на производстве ЛСТК |  Механический пресс в составе поточной линии |
Начало успешного бизнеса
Выбор линии по производству профилей ЛСТК необходимо начинать с определения направлений по применению производимой продукции. | 1. Каркасы малоэтажного жилья до 3-х этажей. |
 | 2. Надстройки и другие типы реконструкции. |
 | 3. Модульные конструкции. |
 | 4. Панели ограждающих конструкций для многоэтажного строительства. |
 | 5. Каркасы жилых, административных и коммерческих зданий до 5-ти этажей. |
 | 6. Каркасы бескрановых зданий павильонного типа. |
 | 7. Производство систем стеновых и кровельных прогонов. |
 | 8. Малые архитектурные формы (МАФы) – СТО, гаражи, мойки, торговые павильоны и т.д. |
| Оборудование для производства ЛСТК | ||
| ТИП І. Линии для каркасно-щитового строительства | ТИП ІІ. Линии для многоэтажного и коммерческого строительства | |
 |  | |
| Основные характеристики | ||
| Толщина стали – от 0,6 до 2 мм Высота профилей – от 60 до 250 мм Основные типы профилей – С, U Компактные линии | Толщина стали – от 1 до 4 мм Высота профилей – от 100 до 420 мм Основные типы профилей – С, U, Z, Σ Значительные по размерам линии | |
| Применение | ||
| Все варианты применения ЛСТК в строительстве. | |
| Производители | ||
| Howick Royal TP FrameCad Pinnacle KeyMark Scottsdale «Бора» … | Samesor Stam Bradbury ZemanBauelemente Samco … | |
| Диапазон цен | ||
| От 200 тыс до 1,2 млн. евро FCA | от 1,2 млн. евро FCA | |
Синергия производства
Современный подход к производству ЛСТК неразрывно связывает оборудование, программное обеспечение станков и проектное ПО. Интеграция ПО и оборудования особенно важна для линий первого типа, где многоэлементность конструкции требует высокую степень автоматизации процесса проектирования и передачи данных в производственное оборудование. Наличие всего нескольких типоразмеров профилей в производственной линейке станков первого типа позволило производителям создать и заложить в оборудование и программное обеспечение необходимые расчетные методики и библиотеки типовых узлов. Большинство производителей оборудования сегодня выпускают станки с открытым кодом, что позволяет гибко подходить к выбору проектного программного обеспечения. Однако ряд поставщиков оборудования «прошивает» свои станки исключительно на работу с собственным конструкторским ПО. Преимущество первых – гибкость в выборе ПО под конкретные проектные нужды создаваемого производства, а также возможность опереться на лучшие мировые программные разработки в области ЛСТК. Преимущество вторых – идеальная совместимость и интеграция с собственным оборудованием.Во второй категории более «тяжелых» станков подобную интеграцию оборудования и ПО реализовать сложнее, поскольку они более универсальны и производят не ограниченный сортамент (до 5 профилей), а широкий диапазон профилей. Как следствие в подавляющем большинстве случаев такие линии имеют более низкую степень взаимосвязи конструкторских программ с интерфейсом оборудования и нацелены на производство погонажем, либо индивидуальное и трудоемкое проектирование более крупных объектов.
Стоит отметить, что степень автоматизации линий может быть различной. Двумя важнейшими требованиями современной линии по производству ЛСТК, обеспечивающими реальные перспективы построения полноценного домостроительного производства, являются:
- Наличие автоматических контроллеров, позволяющих принимать задания на станки в виде файлов прямо из проектных программ.
- Наличие минимально необходимого набора прессов, позволяющих производить над выпускаемым профилем набор операций, достаточных для очень быстрой сборки выпускаемой продукции, а именно: пуклевки, пробивки отверстий для T- и крестового соединения, сервисных отверстий для коммуникаций, центральных отверстий для соединения панелей между собой.
Комплексный подход
Существует мнение, что ключевым параметром производственного процесса ЛСТК является скорость профилирования. Однако такое представление является ошибочным, поскольку эффективность современного производства ЛСТК зависит от следующих параметров:- Время, которое занимает проектирование.
- Время передачи деталировки в оборудование.
- Скорость производственного процесса.
- Качество продукции.
- Время переналадки производства.
Скорость профилирования, как правило, уходит на второй план, поскольку этот параметр не является самым медленным этапом «конвейера» по производству ЛСТК. Наиболее значимой скорость профилирования может быть для производителей систем прогонов.
Ключевые аспекты, влияющие на создание здания из ЛСТК.
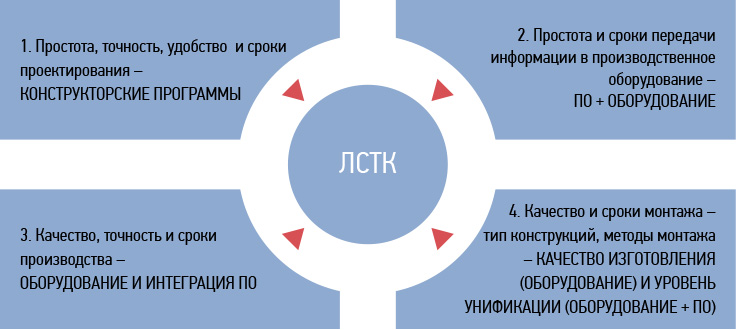
Первые два аспекта полностью, а также частично третий относятся к программному обеспечению и его интеграции в оборудование.
Если говорить об отдельных производственных операциях, то в процессе профилирования более важными являются вопросы переналадки оборудования, а также качество формы профиля и элемента. Переналадка на другие типоразмеры может вызывать значительно большие проблемы и затраты времени, чем сам процесс прокатки. Существует три основных способа переналадки оборудования:
- Автоматическая переналадка.
- Сменная оснастка.
- Ручная переналадка.
Качество формы зависит от многих факторов, где не последнее место занимает материал. Поэтому большинство производителей оборудования рекомендуют выполнять пробные запуски с «местным» сырьем заказчика, чтобы учесть особенности его профилирования и пробивки. Эта рекомендация не лишена смысла, поскольку отказ заказчика оборудования предоставить свой «местный» металл в последствии может принести ему значительно больший ущерб от простоев или поломок, чем затраты на поставку нескольких тонн металла производителю оборудования.
Касательно качества процесса прокатки различные поставщики оборудования предлагают свои решения – устройства правки и компенсации, однако в интересах заказчика убедиться, что сделано все необходимое для исключения дефектов формы профиля (раскрытие профиля, точность углов, размеров и т. д.), искривления элементов по длине (серповидности, винтообразности и т. п.), а также составить понимание о методах калибровки и пусконаладки.
Сегодня рынок оборудования для производства ЛСТК предлагает различные методы (старт-стоп, летающие рамки), типы (стандартные и универсальные инструменты), а также различную скорость пробивки. Для линий первого типа характерно наличие стандартных вырезов и пробивок, которые заложены комплексно в конструкторское ПО, ПО оборудования и оснастку линий. Комплексный подход к типовым узлам делает эти машины лидерами в своих областях применения, потому что позволяет максимально быстро, точно и легко осуществлять проектирование, производство и монтаж ЛСТК.
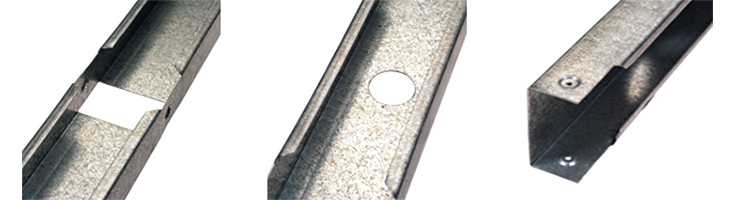
Примеры стандартных вырезов и пробивок
Примечательно, что отдельные компании разработали свои стандартные типы соединений и расчетные методики, к которым, однако, появляются вопросы, связанные с сертификацией, поскольку такие расчетные методики не содержатся в государственных нормативных документах в сфере проектирования металлоконструкций.
 Пример манжетного соединения | Производители более мощного оборудования второго типа также стараются привносить в него некоторые стандартные решения. Однако основным направлением развития технологий пробивки и перфорирования в этих линиях остаются универсальные инструменты, такие как:
|
Термопрофиль – тип холоднофомованных профилей с несколькими рядами продольной перфорации, которая зигзагообразно увеличивает путь мостика холода и за счет этого позволяет увеличить термическое сопротивление профиля.
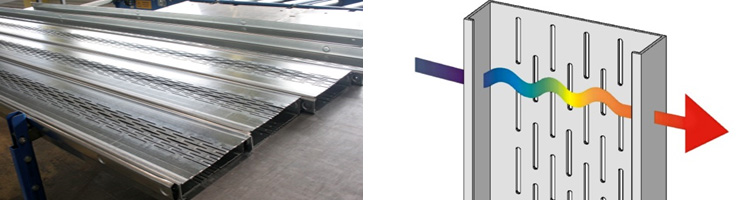
Термоперфорация (термопрофиль)
Благодаря термопрофилю повышается энергоэффективность здания, поэтому такой тип профилей нашел широкое применение в строительстве по технологии ЛСТК. Термопрофиль крайне редко используется в каркасах зданий павильонного типа и прогонах, поскольку элементы каркаса таких объектов почти всегда располагаются вне створа ограждающих конструкций и не являются потенциальными мостиками холода. Стоит отметить, что термопрофиль стал популярным решением и маркетинговым инструментом в популяризации каркасно-щитового строительства из ЛСТК. Поэтому большинство поставщиков оборудования способны предложить эту относительно простую опцию производства термопрофиля, которая в линии представляет собой пару барабанов.
 Пример автоматической маркировки профиля | В современном производстве ЛСТК по 3D-моделям все большее значение приобретает автоматическая маркировка элементов конструкции. Эта операция позволяет значительно упростить логистику и монтаж конструкций. |
3D-моделирование, типовые узлы, точность изготовления и автоматическая маркировка – это наилучшие инструменты для успешной сборки и монтажа. Сам процесс сборки также не обошла стороной автоматизация, и ряд производителей линий ЛСТК предлагают системы сборки, а иногда и готовые технологические линии в формате «бизнес под ключ». Основным методом автоматизации сборки стали различные сборочные стенды и столы, но отдельные производители оборудования создали сборочные системы с ЧПУ.
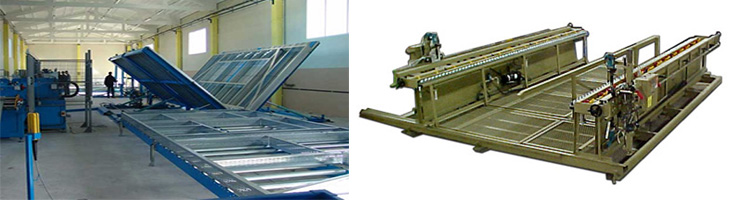
Примеры сборочных стендов для ЛСТК
Базовые характеристики линий ряда производителей оборудования для производства ЛСТК представлены в таблицах 1 и 2. Данные таблицы 1 (1-й тип линий) содержат не примеры отдельных линий, а определяют диапазон возможностей всей линейки оборудования того или иного производителя. Специфика более индивидуальных и эксклюзивных линий второго типа в большей степени позволила определить характеристики отдельных линий последних версий, которые представлены в таблице 2.
У части производителей первого типа линий имеются промежуточные варианты оборудования, предназначенные для производства многоэтажных зданий и коммерческих объектов. Недостатком таких систем является ограниченный сортамент профилей (только U и С профили).
Второй тип оборудования более универсален и может использоваться для производства зданий павильонного типа, систем прогонов, а также для каркасно-щитового строительства. Проблемой в данном случае является более низкий уровень интеграции ПО и, иногда, избыточные толщины, которые начинаются с 1 мм. Поэтому аналогично производителям оборудования первого типа некоторые фирмы предлагают отдельные линии для малоэтажного строительства.
Таблица 1. Сводные характеристики линеек выпускаемого оборудования. Тип І*
| Описание | Howick | Royal Systems | Keymark | Pinnacle | Бора | |
| Типы профилей | U, C | U, C, Σ, Ω | U, C | U, C | U, C, Ω | |
| Высота профилей, мм | от 45 до 300 | от 42 до 400 | от 64 до 304 | от 63 до 400 | ||
| Ширина полок, мм | от 39 до 75 | от 32 до 80 | от 41 до 51 | от 41 до 100 | от 45 до 75 | |
| Толщина профилей, мм | от 0,55 до 3 | от 0,63 до 3,5 | от 0,55 до 2,0 | от 0,55 до 4,0 | от 0,6 до 2,5 | |
| Скорость производства/профилирования, м/мин | -/до 70 | до 23/- | до 23/- | до 15/- | до 20/- | |
| Типы пробивки и перфорации | Круглые отв. | + | + | - | + | + |
| Овальные отв. | + | + | - | + | + | |
| Вырезы произвольной формы | + | - | - | + | + | |
| Термоперфорация | + | + | - | - | + | |
| Другие | Пуклевка, стандартне фигурные кромки, стандартное обжатие концов, опорный узел фермы, стандартные вырезы | Пуклевка, стандартне вырезы в стенке, керновка | Пуклевка, стандартне фигурные кромки, стандартное обжатие концов, стандартные вырезы и т.д. | Пуклевка, стандартне фигурные кромки, стандартное обжатие концов, соединение для спаренных профилей, стандартные вырезы, частичный надрез | Пуклевка под 2 или 4 самореза, стандартные вырезы для пересекающихся профилей, обжатие концов, полукруглая законцовка ферменных профилей, частичный надрез | |
| Автоматическая переналадка на новый тип профиля | - | - | - | + | - | |
| Автоматическая маркировка в соответствии с BIM-моделью | + | + | + | + | + | |
| Системы автоматизации сборочных операций | + | + | + | - | + | |
| Интеграция с программами BIM-моделирования | TeklaStructures | + | - | - | - | - |
| Bocad | + | - | - | - | - | |
| RevitStructure | + | - | - | - | - | |
| Vertex BD | + | + | - | + | + | |
| FrameCAD | + | - | - | - | - | |
| Другое | Truss D&E, hsbCad | MWF, GS Software Suite | GS Software Suite | +STRAP analyses | +STRAP analyses | |
| Наличие собственных разработок программ для проектирования ЛСТК | Собственная система управления Howick Panel Software | Собственная система управления | GS SoftwareSuite | PinnacleCAD | BORACAD | |
| Наличие мобильных версий | + | + | - | + | + | |
Таблица 2. Сводные характеристики линеек выпускаемого оборудования. Тип ІІ*
| Описание | Samesor | Stam | Bradbury | Zeman Bauelemente | |
| Типы профилей | U, C, Z, Σ | U, C, Z, Σ, С+, Σ+, Ω | U, C, Z, Σ, С+, Z+, Σ+, L | U, C, Z, Σ, C+, Z+, Σ+ | |
| Высота профилей, мм | от 100 до 400 | от 100 до 500 | от 80 до 400 | от 100 до 420 | |
| Ширина полок, мм | от 60 до 120 | от 35 до 130 | от 40 до 125 | от 40 до 120 | |
| Толщина профилей, мм | от 1 до 4 | от 0,8 до 5 | от 0,8 до 5 | от 1 до 4 | |
| Скорость производства/профилирования, м/мин | до 40/ - | - /до 60 | - /до 60 | до 30/ - | |
| Типы пробивки и перфорации | Круглые отв. | + | + | + | + |
| Овальные отв. | + | + | + | + | |
| Вырезы произвольной формы | + | + | + | + | |
| Термоперфорация | + | + | + | + | |
| Другие | Фигурные кромки, уголковый язычек, пуклевка проход в теле стойки, под гипсокартон | - | Пуклевка, обжатие концов, подгиб торцов, частичный надрез для коротких элементов, технологические отверстия большого диаметра | Фигурные кромки, частичный надрез для коротких элементов | |
| Автоматическая переналадка на новый тип профиля | + | + | + | + | |
| Автоматическая маркировка в соответствии с BIM-моделью | + | + | + | + | |
| Системы автоматизации сборочных операций | + | - | - | - | |
| Интеграция с программами BIM-моделирования | TeklaStructures | + | - | + | - |
| Bocad | - | - | - | - | |
| RevitStructure | - | - | - | - | |
| Vertex BD | + | - | + | - | |
| FrameCAD | - | - | - | - | |
| Другое | Собственная система управления | Собственная система управления, поддерживают универсальный формат .xml, интеграция по запросу | Собственная система управления BECK Automation | Собственная система управления, поддерживают универсальный формат .xml, интеграция по запросу | |
| Наличие собственных разработок программ для проектирования ЛСТК | Макросы для Tekla Structures | - | - | - | |
| Наличие мобильных версий | - | - | + | - | |
| Наличие версий для каркасно-щитового строительства | + | - | + | - | |
Подводя итог
Производственные линии первого типа почти во всех аспектах имеют преимущества по сравнению с линиями для многоэтажного и коммерческого строительства, потому что сочетают высокий уровень проработки и интеграции ПО, готовые типовые решения узлов и панелей, компактное и относительно простое производство, методы автоматизации сборки и легкость монтажа. Однако они ограничены сортаментом производимых профилей. Это отличное решение для компаний, планирующих заниматься серийным и индивидуальным каркасно-щитовым жильем в 1-3 этажа, 1-, 2-этажными надстройками существующих зданий, выпуском стеновых панелей, панелей перекрытий, ферм и других отдельных элементов.Производители линий второго типа стараются придать им максимальную степень автоматизации, однако это процесс существенно усложняется наличием большого диапазона типов, толщин и размеров профилей, выпускаемых на этих линиях. Продукция, выпускаемая на линии второго типа, может покрывать все применения ЛСТК в строительстве, однако выгода в приобретении такой линии появляется только при наличии задач по выходу на рынки зданий средней этажности, зданий павильонного типа и систем профилей.
Наилучший способ по достоинству оценить предлагаемое оборудование – посетить аналогичное функционирующее производство, не связанное с потенциальным поставщиком, например, в другой стране. Это даст возможность оценить общий уровень интеграции «программное обеспечение – оборудование», качество продукции и выполнение допусков, а также получить необходимые отзывы.