ЛСТК: вибір обладнання для успішного бізнесу
20.02.2015
Технологія будівництва із застосуванням Легких Сталевих Тонкостінних Конструкцій (ЛСТК) останнім часом набирає все більшу популярність як у замовників будівництва, так і у потенційних інвесторів, зацікавлених в розвитку бізнесу, пов`язаного з виробництвом ЛСТК. Плануючи створення повноцінного виробництва ЛСТК, потенційний власник бізнесу повинен розуміти на які нюанси варто звернути увагу, щоб під...
Технологія будівництва із застосуванням Легких Сталевих Тонкостінних Конструкцій (ЛСТК) останнім часом набирає все більшу популярність як у замовників будівництва, так і у потенційних інвесторів, зацікавлених в розвитку бізнесу, пов'язаного з виробництвом ЛСТК. Плануючи створення повноцінного виробництва ЛСТК, потенційний власник бізнесу повинен розуміти на які нюанси варто звернути увагу, щоб підсумковий результат повною мірою відповідав запитам ринку і очікуванням інвестора.

Однією з перешкод на шляху створення успішного виробництва ЛСТК часто виникає проблема вибору відповідного потребам бізнесу виробничого обладнання. В більшості випадків це пов'язано з недостатньою інформованістю власників бізнесу та їх технічних команд, що працюють над створенням виробництва, про ключові аспекти вибору обладнання для ЛСТК. До причин, що перешкоджають правильному вибору обладнання, зокрема відносяться роздільний вибір обладнання і програмного забезпечення (ПЗ), а також недостатній аналіз асортименту і можливостей обладнання для виробництва ЛСТК.
Гнути або катати?
Профілі ЛСТК відносяться до холодноформованих і можуть бути двох типів: холоднокатані і холодногнуті.Холоднокатані профілі виготовляються методом холодної прокатки на потокових профілепрокатних (профілезгинальних) лініях, які для серійного виробництва ЛСТК є основним типом обладнання, що дозволяє добитися високого ступеня автоматизації і продуктивності. Профілепрокатні лінії обмежені закладеними в них типами, розмірами і товщиною профілів, інструментами для пробивки тощо.
Холодногнуті профілі виготовляються методами гнуття або штампування на пресовому обладнанні (пресах і листогинах).
Перевагою роботи з пресовим обладнанням є його універсальність, що дозволяє виготовляти найрізноманітніші типи профілів і робити це в товщині більше тих, якими обмежені потокові лінії (5, 6 мм і більше), що може бути затребуване, наприклад, в великопрольотних покриттях. Масове застосування технологій гнуття і штампування обмежується низькою продуктивністю, обумовленою ручною подачею матеріалу в обладнання. Проте для типових елементів, особливо з товщиною більше 4 мм, є ряд рішень, що дозволяють виключити ручну роботу, – це роботизовані системи і пресове обладнання у складі потокових ліній.
 Роботизований пост для гнуття на виробництві ЛСТК |  Механічний прес у складі потокової лінії |
Початок успішного бізнесу
Вибір лінії з виробництва профілів ЛСТК необхідно починати з визначення напрямів із застосування продукції, що буде вироблятись.. | 1. Каркаси малоповерхового житла до 3-х поверхів. |
 | 2. Надбудови та інші типи реконструкції. |
 | 3. Модульні конструкції. |
 | 4. Панелі огороджувальних конструкцій для багатоповерхового будівництва. |
 | 5. Каркаси житлових, адміністративних і комерційних будівель до 5-ти поверхів. |
 | 6. Каркаси безкранових будівель павільйонного типу. |
 | 7. Виробництво систем стінних і покрівельних прогонів. |
 | 8. Малі архітектурні форми (МАФи) – СТО, гаражі, мийки, торгові павільйони тощо |
| Обладнання для виробництва ЛСТК | ||
| ТИП І. Лінії для каркасно-щитового будівництва | ТИП ІІ. Лінії для багатоповерхового і комерційного будівництва | |
 |  | |
| Основні характеристики | ||
| Товщина стали – від 0,6 до 2 мм Висота профілів – від 60 до 250 мм Основні типи профілів – С, U Компактні лінії | Товщина стали – від 1 до 4 мм Висота профілів – від 100 до 420 мм Основні типи профілів – С, U, Z, Σ Значні за розмірами лінії | |
| Застосування | ||
| Всі варіанти застосування ЛСТК в будівництві. | |
| Виробники | ||
| Howick Royal TP FrameCad Pinnacle KeyMark Scottsdale «Бора» … | Samesor Stam Bradbury ZemanBauelemente Samco … | |
| Діапазон цін | ||
| Від 200 тис до 1,2 млн. євро FCA | від 1,2 млн. євро FCA | |
Синергія виробництва
Сучасний підхід до виробництва ЛСТК нерозривно зв'язує обладнання, програмне забезпечення верстатів і проектне ПЗ. Інтеграція ПЗ і обладнання особливо важлива для ліній першого типу, де багатоелементність конструкції вимагає високого ступіня автоматизації процесу проектування і передачі даних у виробниче обладнання. Наявність всього декількох типорозмірів профілів у виробничій лінійці верстатів першого типу дозволила виробникам створити і закласти в обладнання і програмне забезпечення необхідні розрахункові методики і бібліотеки типових вузлів. Більшість виробників обладнання сьогодні випускають верстати з відкритим кодом, що дозволяє гнучко підходити до вибору проектного програмного забезпечення. Проте ряд постачальників обладнання «прошиває» свої верстати виключно на роботу з власним конструкторським ПЗ. Перевага перших – гнучкість у виборі ПЗ під конкретні проектні потреби виробництва, що створюється, а також можливість опертися на кращі світові програмні розробки в області ЛСТК. Перевага других – ідеальна сумісність та інтеграція з власним обладнанням.У другій категорії більш «важких» верстатів подібну інтеграцію обладнання і ПЗ реалізувати складніше, оскільки вони більш універсальні і проводять не обмежений сортамент (до 5 профілів), а широкий діапазон профілів. Як наслідок в переважній більшості випадків такі лінії мають нижчий ступінь взаємозв'язку конструкторських програм з інтерфейсом обладнання і націлені на виробництво погонажем, або індивідуальне і трудомістке проектування більш крупних об'єктів.
Варто відзначити, що ступінь автоматизації ліній може бути різною. Двома найважливішими вимогами сучасної лінії з виробництва ЛСТК, що забезпечують реальні перспективи побудови повноцінного домобудівного виробництва, є:
- Наявність автоматичних контролерів, що дозволяють приймати завдання на верстати у вигляді файлів прямо з проектних програм.
- Наявність мінімально необхідного набору пресів, що дозволяють проводити над профілем, який випускається, набір операцій, достатніх для дуже швидкого складання продукції, що випускається, а саме: пуклевки, пробивки отворів для T- і хрестового з'єднання, сервісних отворів для комунікацій, центральних отворів для з'єднання панелей між собою.
Комплексний підхід
Існує думка, що ключовим параметром виробничого процесу ЛСТК є швидкість профілізації. Проте таке уявлення є помилковим, оскільки ефективність сучасного виробництва ЛСТК залежить від наступних параметрів:- Час, який займає проектування.
- Час передачі деталювання в обладнання.
- Швидкість виробничого процесу.
- Якість продукції.
- Час переналагодження виробництва.
Швидкість профілізації, як правило, йде на другий план, оскільки цей параметр не є найповільнішим етапом «конвеєра» з виробництва ЛСТК. Найбільш значущою швидкість профілізації може бути для виробників систем прогонів.
Ключові аспекти, що впливають на створення будівлі з ЛСТК.
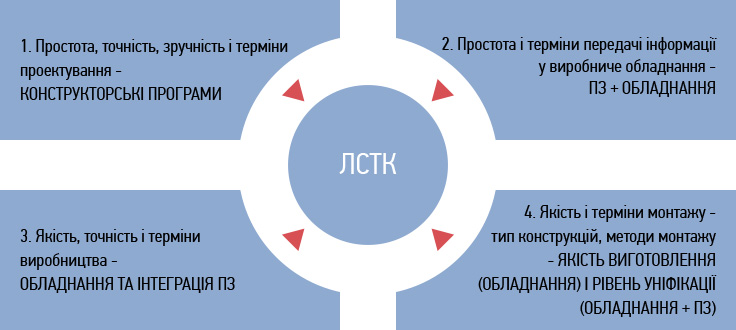
Перші два аспекти повністю, а також частково третій відносяться до програмного забезпечення і його інтеграції в обладнання.
Якщо говорити про окремі виробничі операції, то в процесі профілізації важливішими є питання переналагодження обладнання, а також якість форми профілю і елементу. Переналагодження на інші типорозміри може викликати значно більші проблеми і витрати часу, ніж сам процес прокатки. Існує три основні способи переналагодження обладнання:
- Автоматичне переналагодження.
- Змінне оснащення.
- Ручне переналагодження.
Якість форми залежить від багатьох чинників, де не останнє місце займає матеріал. Тому більшість виробників обладнання рекомендують виконувати пробні запуски з «місцевою» сировиною замовника, щоб врахувати особливості його профілізації і пробивки. Ця рекомендація не позбавлена сенсу, оскільки відмова замовника обладнання надати свій «місцевий» метал надалі може принести йому значно більший збиток від простоїв або поломок, ніж витрати на постачання декількох тонн металу виробнику обладнання.
Відносно якості процесу прокатки різні постачальники обладнання пропонують свої рішення – пристрої правки і компенсації, проте в інтересах замовника переконатися, що зроблено все необхідне для виключення дефектів форми профілю (розкриття профілю, точність кутів, розмірів тощо), викривлення елементів по довжині (серповидності, гвинтоподібності тощо), а також скласти розуміння про методи калібрування і пусконалагодження.
Сьогодні ринок обладнання для виробництва ЛСТК пропонує різні методи (старт-стоп, рамки, що літають), типи (стандартні та універсальні інструменти), а також різну швидкість пробивки. Для ліній першого типу характерна наявність стандартних вирізів і пробивок, які закладені комплексно в конструкторське ПЗ, ПЗ обладнання і оснащення ліній. Комплексний підхід до типових вузлів робить ці машини лідерами в своїх сферах застосування, тому що дозволяє максимально швидко, точно і легко здійснювати проектування, виробництво і монтаж ЛСТК.
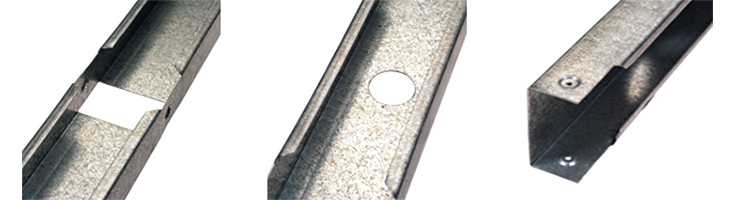
Приклади стандартних вирізів і пробивокк
Примітно, що окремі компанії розробили свої стандартні типи з'єднань і розрахункові методики, до яких, проте, з'являються питання, пов'язані з сертифікацією, оскільки такі розрахункові методики не містяться в державних нормативних документах у сфері проектування металоконструкцій.
 Приклад з'єднання манжета | Виробники більш потужного обладнання другого типу також прагнуть привносити в нього деякі стандартні рішення. Проте основним напрямом розвитку технологій пробивки і перфорування в цих лініях залишаються універсальні інструменти, такі як:
|
Термопрофіль – тип холодноформованих профілів з декількома рядами подовжньої перфорації, яка зигзагоподібно збільшує шлях містка холоду і за рахунок цього дозволяє збільшити термічний опір профілю.
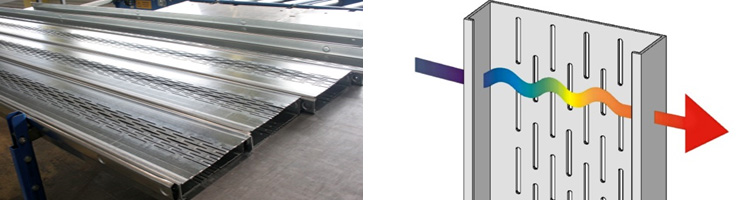
Термоперфорація (термопрофіль)
Завдяки термопрофілю підвищується енергоефективність будівлі, тому такий тип профілів знайшов широке застосування в будівництві за технологією ЛСТК. Термопрофіль украй рідко використовується в каркасах будівель павільйонного типу і прогонах, оскільки елементи каркаса таких об'єктів майже завжди розташовуються поза створом захищаючих конструкцій і не є потенційними містками холоду. Варто відзначити, що термопрофіль став популярним рішенням і маркетинговим інструментом в популяризації каркасно-щитового будівництва з ЛСТК. Тому більшість постачальників обладнання здатна запропонувати цю відносно просту опцію виробництва термопрофіля, яка в лінії є парою барабанів.
 Приклад автоматичного маркування профілю | У сучасному виробництві ЛСТК за 3D-моделями все більше значення набуває автоматичне маркування елементів конструкції. Ця операція дозволяє значно спростити логістику і монтаж конструкцій. |
3D-моделювання, типові вузли, точність виготовлення і автоматичне маркування – це найкращі інструменти для успішного складання і монтажу. Сам процес складання також не обійшла стороною автоматизація, і ряд виробників ліній ЛСТК пропонують системи складання, а іноді і готові технологічні лінії у форматі «бізнес під ключ». Основним методом автоматизації складання стали різні складальні стенди і столи, але окремі виробники обладнання створили складальні системи з ЧПК.
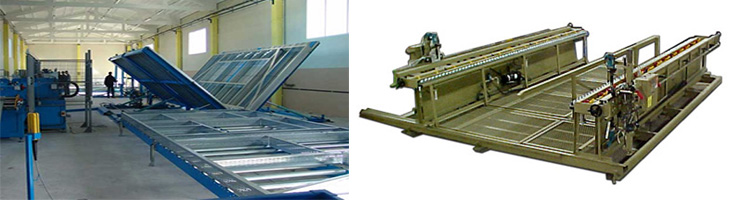
Приклади складальних стендів для ЛСТК
Базові характеристики ліній ряду виробників обладнання для виробництва ЛСТК представлені в таблицях 1 і 2. Дані таблиці 1 (1-й тип ліній) містять не приклади окремих ліній, а визначають діапазон можливостей всієї лінійки обладнання того або іншого виробника. Специфіка більш індивідуальних і ексклюзивних ліній другого типу більшою мірою дозволила визначити характеристики окремих ліній останніх версій, які представлені в таблиці 2.
У частини виробників першого типу ліній є проміжні варіанти обладнання, призначені для виробництва багатоповерхових будівель і комерційних об'єктів. Недоліком таких систем є обмежений сортамент профілів (тільки U і С профілі).
Другий тип обладнання більш універсальний і може використовуватися для виробництва будівель павільйонного типу, систем прогонів, а також для каркасно-щитового будівництва. Проблемою в даному випадку є нижчий рівень інтеграції ПЗ і, іноді, надмірна товщина, яка починається з 1 мм. Тому аналогічно виробникам обладнання першого типу деякі фірми пропонують окремі лінії для малоповерхового будівництва.
Таблиця 1. Звідні характеристики лінійок обладнання, що випускається. Тип І*
| Опис | Howick | Royal Systems | Keymark | Pinnacle | Бора | |
| Типи профілів | U, C | U, C, Σ, Ω | U, C | U, C | U, C, Ω | |
| Висота профілів, мм | від 45 до 300 | від 42 до 400 | від 64 до 304 | від 63 до 400 | ||
| Ширина полиць, мм | від 39 до 75 | від 32 до 80 | від 41 до 51 | від 41 до 100 | від 45 до 75 | |
| Товщина профілів, мм | від 0,55 до 3 | від 0,63 до 3,5 | від 0,55 до 2,0 | від 0,55 до 4,0 | від 0,6 до 2,5 | |
| Швидкість виробництва/профілізації, м/хв | -/до 70 | до 23/- | до 23/- | до 15/- | до 20/- | |
| Типи пробивки і перфорації | Круглі отв. | + | + | - | + | + |
| Овальні отв. | + | + | - | + | + | |
| Вирізи довільної форми | + | - | - | + | + | |
| Термоперфорація | + | + | - | - | + | |
| Інші | Пуклевка, стандартні фігурні кромки, стандартне обжимання кінців, опорний вузол ферми, стандартні вирізи | Пуклевка, стандартні вирізи в стінці, керновка | Пуклевка, стандартні фігурні кромки, стандартне обжимання кінців, стандартні вирізи тощо | Пуклевка, стандартні фігурні кромки, стандартне обжимання кінців, з'єднання для спарених профілів, стандартні вирізи, частковий надріз | Пуклевка під 2 або 4 саморізи, стандартні вирізи для профілів, що перетинаються, обжимання кінців, напівкругла закінцівка фермових профілів, частковий надріз | |
| Автоматичне переналагодження на новий тип профілю | - | - | - | + | - | |
| Автоматичне маркування відповідно до BIM-моделі | + | + | + | + | + | |
| Системи автоматизації складальних операцій | + | + | + | - | + | |
| Інтеграція з програмами BIM-моделювання | TeklaStructures | + | - | - | - | - |
| Bocad | + | - | - | - | - | |
| RevitStructure | + | - | - | - | - | |
| Vertex BD | + | + | - | + | + | |
| FrameCAD | + | - | - | - | - | |
| Інше | Truss D&E, hsbCad | MWF, GS Software Suite | GS Software Suite | +STRAP analyses | +STRAP analyses | |
| Наявність власних розробок програм для проектування ЛСТК | Власна система управління Howick Panel Software | Власна система управління | GS SoftwareSuite | PinnacleCAD | BORACAD | |
| Наявність мобільних версій | + | + | - | + | + | |
Таблиця 2. Звідні характеристики лінійок обладнання, що випускається. Тип ІІ*
| Опис | Samesor | Stam | Bradbury | Zeman Bauelemente | |
| Типи профілів | U, C, Z, Σ | U, C, Z, Σ, С+, Σ+, Ω | U, C, Z, Σ, С+, Z+, Σ+, L | U, C, Z, Σ, C+, Z+, Σ+ | |
| Висота профілів, мм | від 100 до 400 | від 100 до 500 | від 80 до 400 | від 100 до 420 | |
| Ширина полиць, мм | від 60 до 120 | від 35 до 130 | від 40 до 125 | від 40 до 120 | |
| Товщина профілів, мм | від 1 до 4 | від 0,8 до 5 | від 0,8 до 5 | від 1 до 4 | |
| Швидкість виробництва/профілізації, м/хв | від 40/ - | - /до 60 | - /до 60 | до 30/ - | |
| Типи пробивки і перфорації | Круглі отв. | + | + | + | + |
| Овальні отв. | + | + | + | + | |
| Вирізи довільної форми | + | + | + | + | |
| Термоперфорація | + | + | + | + | |
| Інші | Фігурні кромки, кутковий язичек, пуклевка прохід в тілі стійкі, під гіпсокартон | - | Пуклевка, обжимання кінців, підгинання торців, частковий надріз для коротких елементів, технологічні отвори великого діаметру | Фігурні кромки, частковий надріз для коротких елементів | |
| Автоматичне переналагодження на новий тип профілю | + | + | + | + | |
| Автоматичне маркування відповідно до BIM-моделі | + | + | + | + | |
| Системи автоматизації складальних операцій | + | - | - | - | |
| Інтеграція з програмами BIM-моделювання | TeklaStructures | + | - | + | - |
| Bocad | - | - | - | - | |
| RevitStructure | - | - | - | - | |
| Vertex BD | + | - | + | - | |
| FrameCAD | - | - | - | - | |
| Інше | Власна система управління | Власна система управління, підтримують універсальний формат .xml, інтеграція за запитом | Власна система управління BECK Automation | Власна система управління, підтримують універсальний формат .xml, інтеграція за запитом | |
| Наявність власних розробок програм для проектування ЛСТК | Макросы для Tekla Structures | - | - | - | |
| Наявність мобільних версій | - | - | + | - | |
| Наявність версій для каркасно-щитового будівництва | + | - | + | - | |
Підводячи підсумок
Виробничі лінії першого типу майже у всіх аспектах мають переваги в порівнянні з лініями для багатоповерхового і комерційного будівництва, тому що поєднують високий рівень опрацьовування і інтеграції ПЗ, готові типові рішення вузлів і панелей, компактне і відносно просте виробництво, методи автоматизації складання і легкість монтажу. Проте вони обмежені сортаментом вироблюваних профілів. Це відмінне рішення для компаній, плануючих займатися серійним і індивідуальним каркасно-щитовим житлом в 1-3 поверхи, 1-, 2-поверховими надбудовами існуючих будівель, випуском стінних панелей, панелей перекриттів, ферм та інших окремих елементів.Виробники ліній другого типу прагнуть додати їм максимальний ступінь автоматизації, проте цей процес істотно ускладнюється наявністю великого діапазону типів, товщини і розмірів профілів, що випускаються на цих лініях. Продукція, що випускається на лінії другого типу, може покривати всі застосування ЛСТК в будівництві, проте вигода в придбанні такої лінії з'являється тільки за наявності завдань по виходу на ринки будівель середньої поверховості, будівель павільйонного типу і систем профілів.
Найкращий спосіб належним чином оцінити пропоноване обладнання – відвідати аналогічне функціонуюче виробництво, не пов'язане з потенційним постачальником, наприклад, в іншій країні. Це дасть можливість оцінити загальний рівень інтеграції «програмне забезпечення – обладнання», якість продукції і виконання допусків, а також отримати необхідні відгуки.